Коли йдеться про підвищення швидкості обробки та продуктивності, перше, над чим замислюються машинобудівники, – це необхідність зниження основного (машинного) часу. При цьому вкрай рідко приділяють увагу допоміжному часу, зокрема – затратам на зміну інструменту, вимірювання деталі тощо. Тим більше, якщо йдеться про серійне виробництво. Але оскільки багато підприємств України випускають поодинокі зразки продукції або її дрібні серії, допоміжний час стає вагомою складовою робочого часу та його вже не можна ігнорувати.
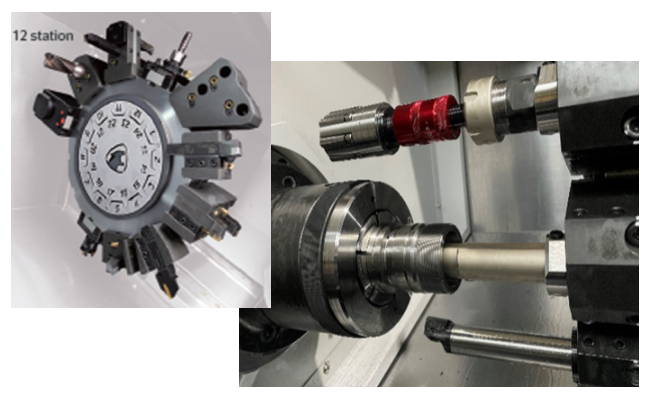
Рис.1. Приклад багатопозиційної револьверної голови. Рис. 2. Осьовий інструмент з великим вильотом
Втрати допоміжного часу виникають як під час експлуатації універсальних верстатів, так і оснащених ЧПК. З одного боку конструкція та система кріплення болтами різцетримача універсального токарного верстата такі, що з часом призводять до зношування посадкового гнізда. До того ж не завжди є можливість його чітко провертати на необхідний кут, а також після заміни інструменту позиціонувати в те саме положення. З іншого боку, револьверна голова сучасних токарних верстатів з ЧПК не завжди дозволяє оптимально розмістити осьовий інструмент з великим вильотом.
Як правило, досвідчений наладчик намагається оптимально розмістити інструмент на револьвері. Зазвичай він має 10-12 позицій (рис. 1), а на деяких верстатах, наприклад, DOOSAN серії LYNX, – навіть 24. Завдяки цьому мінімізується час на подальше переналагодження, зміну та переприв’язування інструменту.
Складнощі зазвичай виникають при використанні осьового інструменту: свердл, розгорток, розточувальних різців тощо. Ріжучий інструмент з великим вильотом, який не бажано рухати та виставляти під кожну деталь, може зіткнутися з кулачками або іншими елементами верстата під час обробки деталі інструментом, встановленим у сусіднє гніздо (рис. 2).
Щоб уникнути цього наладчику доводиться розміщувати блоки з осьовим інструментом через одну позицію, але це скорочує кількість позицій, що використовує револьвер, в загальному випадку з 12 до 5.
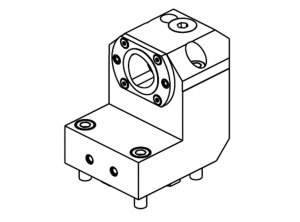
Рис.3. Блок під хвостовик Capto
Виробники металообробного обладнання та ріжучого інструменту протягом багатьох років працюють над вирішенням завдання економії допоміжного часу, для чого розробляють швидкозмінне оснащення, яке дозволяє прискорити процес налагодження верстата. Зокрема, для цього призначені широко відомі стандарти інструментальних конусів: Морзе, HSK, Capto та інших. Їхнє грамотне використання дозволяє істотно скоротити допоміжний час. Інструмент з хвостовиками Capto як на універсальні токарні верстати, так і верстати з ЧПК встановлюється за допомогою різних блоків (рисл. 3), якими можна оснастити обладнання, зробивши відповідний запит постачальнику.
Команда технологів компанії TaeguTec також розвиває свою лінійку швидкозмінного оснащення. Зокрема на ринку вже представлена модульна система C-ADAPTER, що оснащується змінними оправками та головками HUSH-BORE. Це можливо завдяки спеціальним адаптерам, що дозволяють швидко встановлювати та змінювати необхідний осьовий інструмент (рис. 4).

Рис. 4. Швидкозмінне оснащення C-ADAPTER зі змінними ріжучими головками
Конструкція швидкозмінного оснащення C-ADAPTER забезпечує високу продуктивність завдяки можливості зміни тільки ріжучої головки. А те, що одна державка підходить для широкого діапазону ріжучих головок, дозволяє даному рішенню TaeguTec бути ще більш економічним. Тільки уявіть собі, як дана концепція модульної системи здатна розширити можливості верстата! Наприклад, при обробці виробу на токарному верстаті з ЧПК для всього необхідного осьового інструменту можна використовувати одне або кілька посадкових гнізд револьвера. Завдяки тому, що швидкозмінне оснащення, яке розміщується в них, заздалегідь прив’язується до верстата, на установку ріжучої головки буде витрачатися всього 30 секунд.
При цьому інші гнізда револьвера будуть призначені для інструменту, що виконує зовнішню обробку. Завдяки цьому, попереджається зіткнення елементів револьвера та патрона.
Швидкозмінне оснащення дозволяє без проблем встановлювати державку з великим вильотом виключно для розточування, після чого відразу знімати її. Це спрощує процес налагодження верстата, оскільки немає необхідності використовувати спеціальні пристрої для центрування державки (рис. 5). В результаті – скорочується допоміжний час.
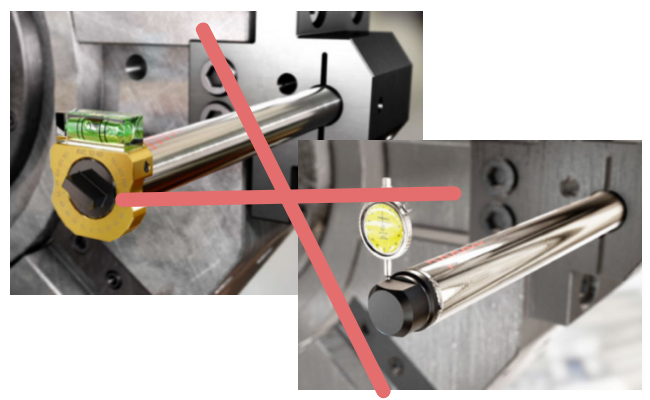
Рис.5. Немає необхідності використання оснастки для центрування державки
– Завдяки спеціальній формі хвостовика скорочується час встановлення ріжучого інструменту в порівнянні з установкою традиційного інструменту, на хвостовику якого виконані лиски. Це, у свою чергу, скорочує час переналагодження верстата з однієї деталі на іншу та позиціонування вершини різця по осі деталі.
– Зубчасте з’єднання ріжучої головки (рис. 6) з циліндричним хвостовиком дозволяє надійно зафіксувати і дуже точно позиціонувати її, забезпечуючи високий рівень повторюваності геометричних характеристик при знятті та установці.
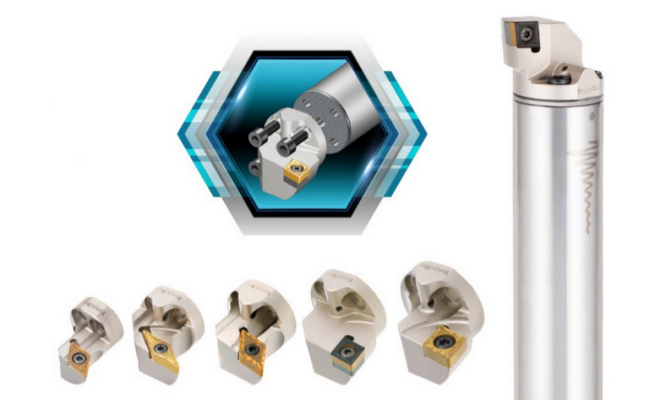
Рис. 6. Серія головок HUSH-BORE з антивібраційною оправкою
Про перевагу такого з’єднання та варіації ріжучих головок можна прочитати у статті

– Подача ЗОР, спрямована на ріжучу кромку, забезпечує ряд переваг, серед яких охолодження ріжучої пластини, поліпшене відведення стружки та відповідно підвищення стійкості ріжучого інструменту.
– Стандартні швидкозмінні державки представлені типорозмірами С4, С5 та С6.
– Широка різноманітність діаметрів державок відповідає розмірному ряду розточувальних різців: Ø16, 20, 25, 32 та 40 мм.
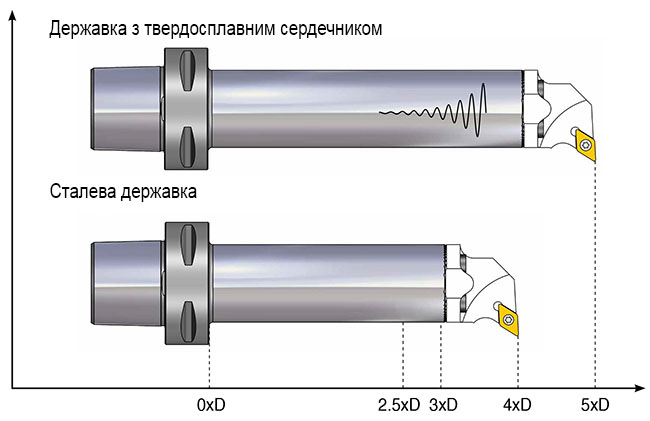
– Стандартні розміри сталевих державок – 2,5D, 3D, 4D, твердосплавна – 5D (оснащена унікальним твердосплавним сердечником, що знижує вібрацію) (рис. 7).
– Широкий вибір ріжучих головок (рис.8).
– На державки – крім головок, призначених для розточування – можна встановлювати й головки для формування поверхні отворів, прохідні та підрізні різці, а також головки канавкового, різьбонарізного та відрізного типу (рис. 9).

Рис. 8. Змінні ріжучі головки HUSH-BORE. Рис. 9. Варіанти змінних ріжучих головок
Спеціалісти компанії TaeguTec Україна готові проаналізувати інструмент, який використовується на вашому машинобудівному підприємстві, а також складнощі, що виникають при переналагодженні верстата, та запропонувати рішення, яке дозволяє зменшити допоміжний час.
Більш детальну інформацію про ці та інші новинки можна отримати у технологів компанії ТАЄГУТЕК УКРАЇНА, звернувшись до головного офісу компанії, а також зі стрічки новин сайту – taegutec.com.ua.
Для своєчасного виконання замовлень та безперебійного забезпечення виробничників інструментом та оснащенням склад компанії TaeguTec Україна у м. Дніпро завжди до ваших послуг.
![]()










