
TaeguTec представляє нову високопродуктивну серію WIN-GUN, яка включає свердла зі змінними головками та хвостовиками.

Рушничні свердла (Gundrill) є стандартним інструментом для глибокого свердління отворів, що використовуються в різних галузях промисловості, таких як аерокосмічна, автомобільна, прес-форми і штампи, енергетика, оборона та інші.
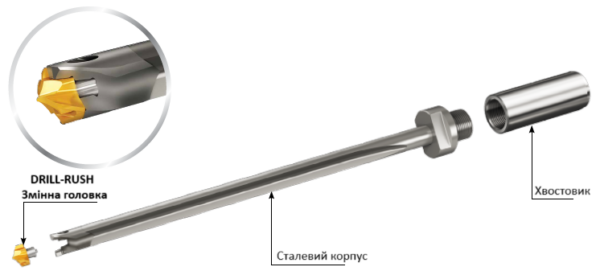
Нове свердло WIN-GUN від TaeguTec, що використовує стандартні головки DRILL-RUSH, замінює традиційні паяні рушничні свердла, забезпечуючи швидку та легку заміну свердлильних головок. Таким чином, мінімізується час налаштування за рахунок усунення необхідності знімати свердло з верстата.
Крім того, унікальна конструкція свердлильної головки з двома ефективними ріжучими кромками та канавками для плавного відведення стружки забезпечують чудову якість отворів, а також стабільність обробки в умовах високої подачі та високошвидкісного різання.
Інструмент особливо ефективний при свердлінні глибоких отворів діаметром 12xD та вище в діапазоні діаметрів 10,0–25,0 мм.
Нова лінія рушничних свердел сумісна зі стандартними горизонтально-фрезерними центрами, токарними верстатами, багатоцільовими верстатами та верстатами для глибокого свердління.
– Рушничні свердла WIN-GUN зі змінною головкою скорочують час простою обладнання та час налагодження;
– Унікальна конструкція свердлильної головки з двома ефективними ріжучими кромками;
– Подача в 2-5 разів вище, ніж у стандартних паяних свердел;
– Обов’язкове використання емульсії або мастила при свердлінні;
– Два типи змінних хвостовиків: Weldon і циліндричний;
– Сумісність з горизонтально-фрезерними центрами, токарними верстатами, багатоцільовими верстатами та верстатами для глибокого свердління;
– Діапазон діаметрів: Ø10,0–25,0 мм.
Інструкція зі свердління:
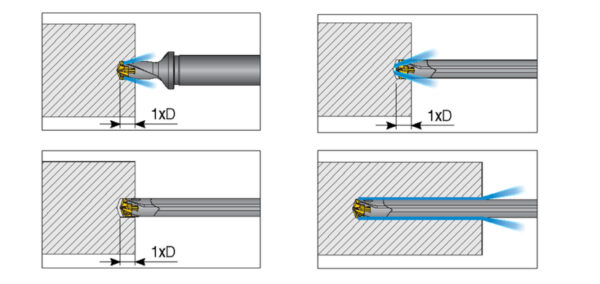
– Не треба виводити свердло для видалення стружки у процесі свердління;
– Необхідно використовувати максимально можливий тиск подачі ЗОР.
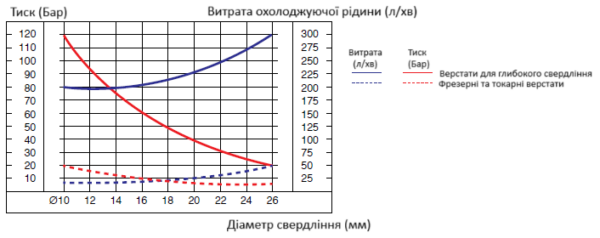
Тиск та витрата охолоджуючої рідини для WIN-GUN

Будь-яку інформацію про інструментальні рішення TaeguTec можна отримати, звернувшись до головного офісу компанії «TaeguTec Україна».
Завжди до ваших послуг:
– висококваліфікований штат технологів та логістів|
– оперативний склад інструменту у м. Дніпро
– постачання з Республіки Корея – двічі на тиждень.










