

В любой отрасли индустрии, а особенно в машиностроении, самым распространенным методом соединения узлов и деталей машин является резьбовая пара, для создания которой необходимо нарезать внутреннюю и наружную резьбу. В данной статье пойдет речь об инструменте для нарезания внутренних резьб с высокой производительностью – метчиках из современных инструментальных материалов.
Метчик представляет собой цилиндрический валик с режущей (заборной) и калибрующей частями с одной стороны, хвостовиком с элементами крепления — с другой. Для отвода стружки в конструкции метчиков предусмотрены стружечные канавки, прорезанные под прямым или винтовым углом.

Рисунок 1. Прямые канавки для сквозного отверстия
Процесс нарезания резьбы обоснованно определяет эксплуатационные характеристики и существенную долю экономичности сборного изделия. Что требует от ответственного за производственный участок технолога применения современного и высоконадежного инструмента для качественного выполнения этой ответственной операции.
Очевидно, что при работе метчиком процесс осложняется весьма значительными силами резания и трения, а также затрудненным удалением стружки, часто приводящим к её пакетированию и, как следствие, к поломке инструмента.
Благодаря разнообразию конструкций и геометрических форм инструмента линейка метчиков MORSE охватывает широкий диапазон решаемых производственных задач и позволяет:
• обрабатывать глухие и сквозные отверстия
• нарезать метрическую резьбу с нормальным (крупным) шагом (М2-М30) и с мелким (MF4x0,5-MF30x1,5)
• нарезать дюймовую резьбу с крупным шагом в диапазоне UNC #4 – UNC 1” и с мелким – UNF #4 – 1”
• обеспечивать поле допуска ISO 2-6H, гарантируя в каждом случае облегченный вывод стружки и высокопроизводительную надежную обработку.

Рисунок 2. Стружка выталкивается вперед
Краткий ассортимент геометрических форм линейки (из каталога):
• геометрия W (желтый) – для хорошо обрабатываемой стали (Rm<750 H/мм2)
• геометрия S (синий) – для нержавеющих сталей
• геометрия H (красный) – для закаленных сталей и жаропрочных сплавов
• геометрия G (белый) – для серого чугуна
• геометрия N (зеленый) – для низколегированной стали (Rm>750 H/мм2)
• геометрия A (черный) – для алюминия и его сплавов
• геометрия F (желтый) – для всех материалов с эластичностью не менее 8-10%
• геометрия M – для всех материалов (универсальная).
Для высокопроизводительной обработки сквозных отверстий компания MORSE представляет метчики с прямыми канавками и винтовой подточкой (рис.1), форма заборной части которых имеет 4-5 ниток (форма В). Такая геометрия облегчает процесс нарезания внутренней резьбы благодаря свободному выталкиванию стружки в направлении подачи (рис. 2).

Рисунок 3. Спиральные канавки для глухого отверстия
Специальным решением для нарезания резьбы в глухих отверстиях являются метчики с правосторонними спиральными канавками под углом 40° и заборной частью в 2-3 нитки (рис.3). Такое исполнение позволяет выводить стружку вверх (рис.4), не допуская ее пакетирования на дне отверстия и повреждения режущих кромок.
Кроме этого, в конструкции резьбонарезного инструмента MORSE предусмотрены несколько типов хвостовиков: тонкий (DIN376, DIN374) и утолщенный (DIN371) для увеличения жесткости метчика.
Кроме достижения основной цели — получения качественной поверхности резьбы — на выбор метчика может повлиять и ряд других критериев, таких как: заданная производительность, износостойкость инструмента или экономичность процесса в целом. Важнейшим преимуществом инструмента компании MORSE является широчайший выбор вариантов режущих материалов и покрытий, позволяющих решить любую задачу с наилучшей эффективностью:
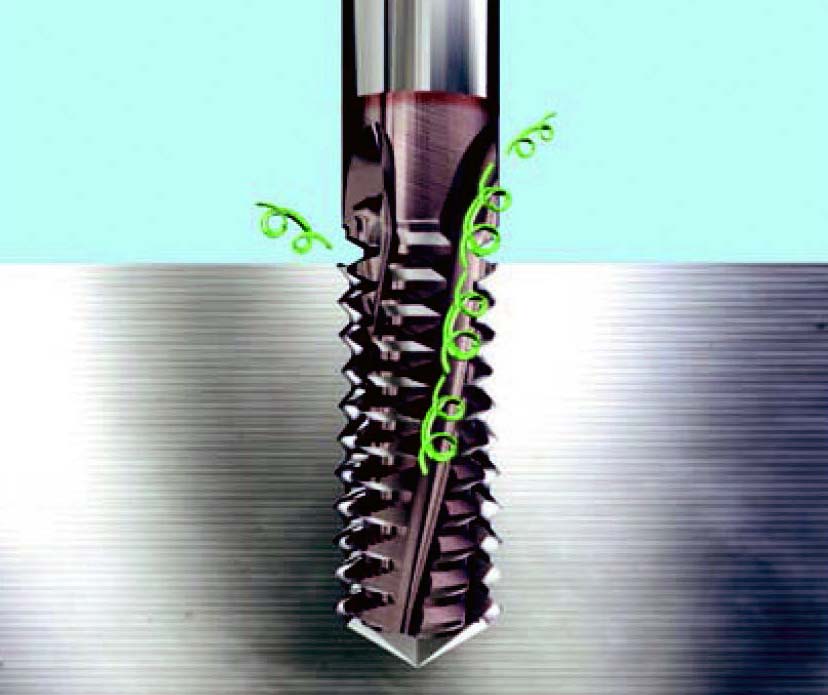
Рисунок 4. Стружка выводится вверх
Согласно стандартной классификации материал режущей части маркируется как:
• HS – быстрорежущая сталь (М2)
• HE – быстрорежущая сталь HSS-E c 5%-содержанием кобальта
• PM – прессованный порошок
• HM – твердый сплав.
Например, если Ваша цель – экономия затрат при резании цветных металлов, то идеальным решением станет метчик из быстрорежущей стали без покрытия.
Если же Вы делаете ставку на высокую стойкость метчика на средних и высоких режимах резания, следует обратить внимание на вороненый тип покрытия. Процесс образования оксида железа на поверхности инструмента обеспечивает в этом случае идеальные условия для отвода стружки, а также уменьшает нарост на режущей кромке. Об этом свидетельствуют неоднократные испытания метчиков MORSE в техническом центре и опыт применения в реальном производстве.
Инструмент с покрытием из нитрида титана TiN обладает максимальной износостойкостью режущих кромок, обеспечивая рекордную производительность процесса обработки и хорошую стойкость даже на высоких режимах резания.
TiN-покрытие, нанесенное методом PVD, обеспечивает повышенную стойкость инструмента и плавность операций при обработке широкого спектра материалов на консервативных режимах резания. Эффект достигается за счет оптимального сочетания низкой теплопроводности, высокой твердости, химической стабильности покрытия и жаропрочности инструментального материала.
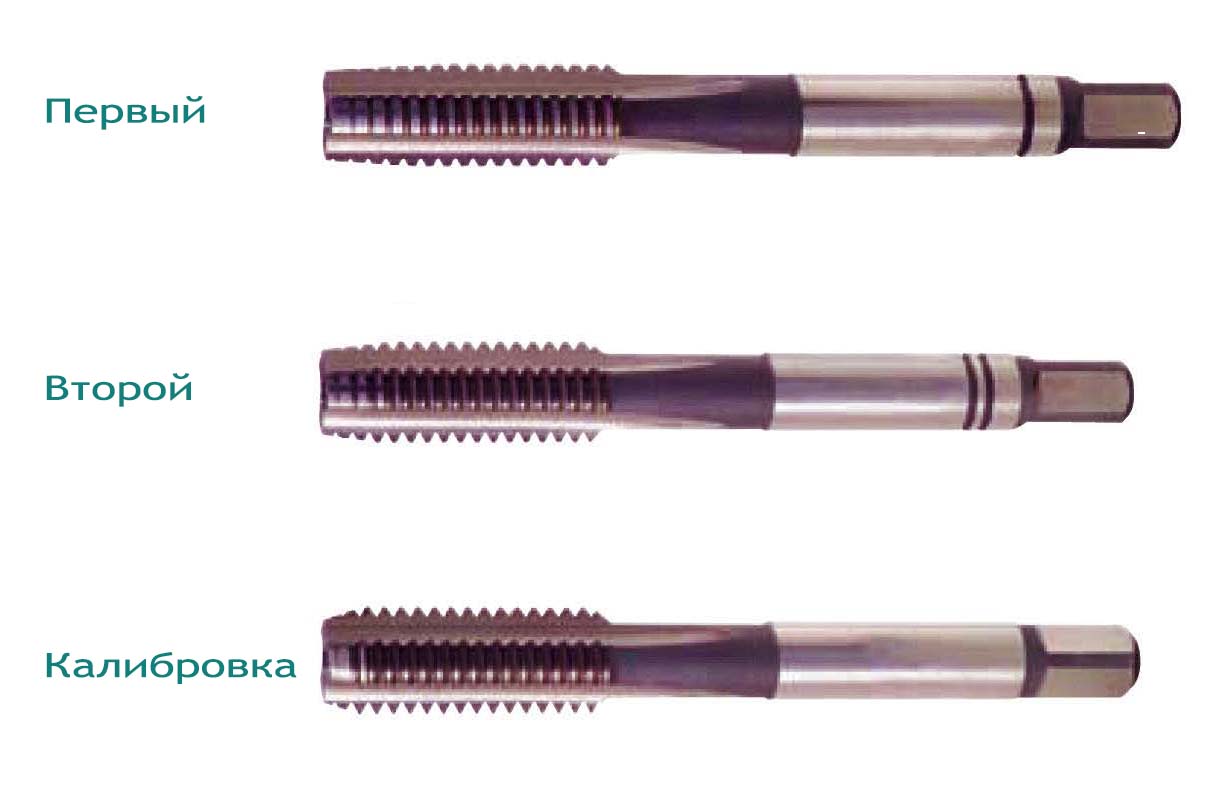
Рисунок 5. Ручные метчики
Как установлено в результате многочисленных исследований, новая серия метчиков от компании MORSE демонстрирует отличную производительность и комфортную универсальность в широком диапазоне задач. Однако, современное машиностроение зачастую ставит достаточно специфические задачи при нестандартных условиях, требуя при этом максимальных результатов. Ценным преимуществом новой линейки резьбонарезного инструмента от компании MORSE является возможность расширить спектр эффективно решаемых задач в соответствии с требованиями конкретного заказчика. Для каждой задачи уже есть решение. Нужно лишь выбрать.

Помимо машинных метчиков производитель выпускает целый ряд ручных (комплект из 1, 2 и 3) метчиков (рис.5) для нарезания резьбы вручную вне станка.
Официальным представителем производителя MORSE на территории Украины является компания «ТАЕГУТЕК УКРАИНА».
Любую интересующую информацию об инструментальных решениях TaeguTec можно получить, обратившись в офис компании «ТАЕГУТЕК УКРАИНА».
Всегда к Вашим услугам:
__________________________________________
Рекомендуемые по теме материалы:
• Общий каталог инструмента MORSE
• Монолитные фрезы Morse










