
Когда речь заходит о повышении скорости обработки и производительности, первое, над чем задумываются машиностроители, — это необходимость снижения основного (машинного) времени.
При этом крайне редко уделяют внимание вспомогательному времени, в частности, — затрачиваемому на смену инструмента, измерение детали и т.п. Тем более, если речь идет о серийном производстве. Но поскольку многие предприятия Украины выпускают единичные образцы продукции или ее мелкие серии, вспомогательное время становится весомой составляющей рабочего времени и его уже нельзя игнорировать.
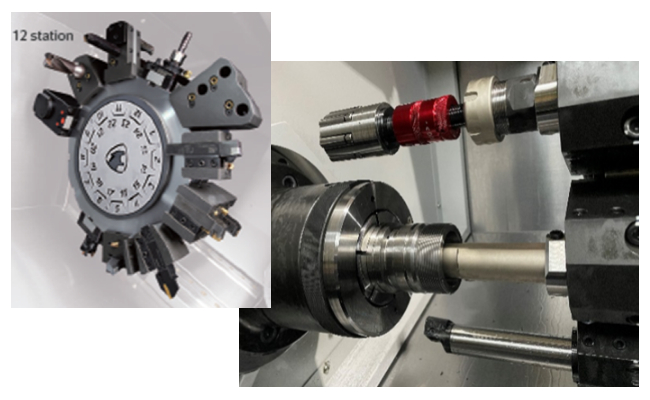
Рис.1. Пример многопозиционной револьверной головы. Рис. 2. Осевой инструмент с большим вылетом
Потери вспомогательного времени присутствуют как при эксплуатации универсальных станков, так и оснащенных ЧПУ. С одной стороны конструкция и система крепления болтами резцедержателя универсального токарного станка таковы, что со временем приводят к износу посадочного гнезда. К тому же не всегда есть возможность его чётко проворачивать на необходимый угол, а также после замены инструмента позиционировать в одно и то же положение. С другой — револьверная голова современных токарных станков с ЧПУ не всегда позволяет оптимально разместить осевой инструмент с большим вылетом.
Как правило, опытный наладчик старается оптимально разместить инструмент на револьвере. Обычно он имеет 10-12 позиций (рис. 1), а на некоторых станках, например, DOOSAN серии LYNX, – даже 24. Благодаря этому минимизируется время на последующую переналадку, смену и перепривязку инструмента.
Сложности обычно возникают при использовании осевого инструмента: свёрл, развёрток, расточных резцов и т.п. Режущий инструмент с большим вылетом, который не желательно двигать и выставлять под каждую деталь, может столкнуться с кулачками или другими элементами станка при обработке детали инструментом, установленным в соседнее гнездо (рис. 2). Чтобы избежать этого наладчику приходится размещать блоки с осевым инструментом через одну позицию, но это сокращает число используемых позиций револьвера в общем случае с 12 до 5.
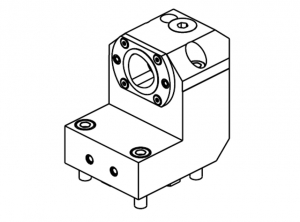
Рис.3. Блок под хвостовик Capto
Производители металлообрабатывающего оборудования и режущего инструмента на протяжении многих лет работают над решением задачи экономии вспомогательного времени, для чего разрабатывают быстросменную оснастку, которая позволяет ускорить процесс наладки станка. В частности для этого предназначены широко известные стандарты инструментальных конусов: Морзе, HSK, Capto, и других. Их грамотное использование позволяет существенно сократить вспомогательное время. Инструмент с хвостовиками Capto как на универсальные токарные станки, так и станки с ЧПУ устанавливается с помощью всевозможных блоков (рис. 3), которыми можно дооснастить оборудование, сделав соответствующий запрос поставщику.
Команда технологов компании TaeguTec также развивает свою линейку быстросменной оснастки. В частности на рынке уже представлена модульная система C-ADAPTER, оснащаемая сменными оправками и головками HUSH-BORE. Это возможно благодаря специальным адаптерам, позволяющим быстро устанавливать и менять необходимый осевой инструмент (рис. 4).

Рис. 4. Быстросменная оснастка C-ADAPTER со сменными режущими головками
Конструкция быстросменной оснастки C-ADAPTER обеспечивает высокую производительность, благодаря возможности смены только режущей головки. А то, что одна державка подходит для широкого спектра режущих головок, позволяет данному решению TaeguTec быть еще более экономичным. Только представьте себе, насколько данная концепция модульной системы способна расширить возможности станка!
Например, при обработке изделия на токарном станке с ЧПУ для всего необходимого осевого инструмента можно использовать одно или несколько посадочных гнезд револьвера. Благодаря тому, что размещаемая в них быстросменная оснастка заранее привязывается к станку, на установку режущей головки будет затрачиваться всего 30 секунд. При этом остальные гнезда револьвера будут предназначены для инструмента, выполняющего наружную обработку. Благодаря чему, предупреждается столкновение элементов револьвера и патрона.
Быстросменная оснастка позволяет без проблем устанавливать державку с большим вылетом исключительно для растачивания, после чего — сразу снимать ее. Это упрощает процесс наладки станка, поскольку нет необходимости использовать специальные приспособления для центрирования державки (рис. 5). В результате — сокращается вспомогательное время.
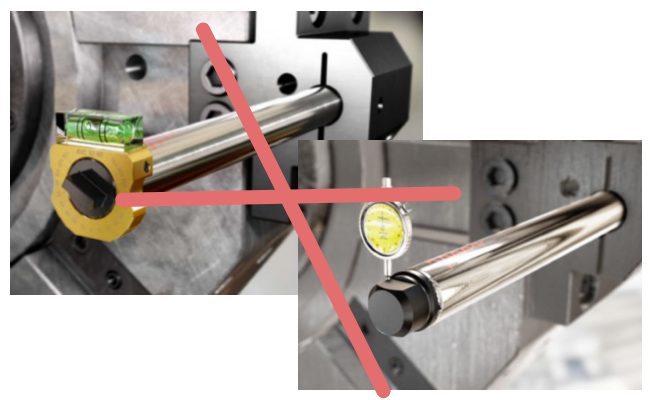
Рис.5. Нет необходимости в использовании оснастки для центрирования державки
— благодаря специальной форме хвостовика сокращается время установки режущего инструмента по сравнению с установкой традиционного инструмента, на хвостовике которого выполнены лыски. Это, в свою очередь, сокращает время переналадки станка с одной детали на другую и позиционирования вершины резца по оси детали,
— зубчатое соединение режущей головки (рис. 6) с цилиндрическим хвостовиком позволяет надёжно зафиксировать и очень точно позиционировать её, обеспечивая высокую степень повторяемости геометрических характеристик при снятии и установке,
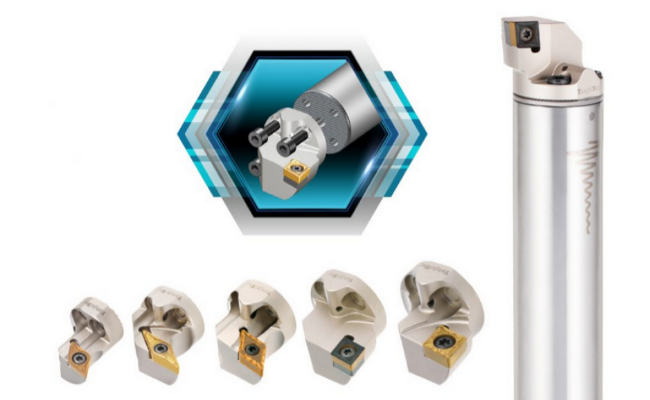
Рис. 6. Серия головок HUSH-BORE с антивибрационной оправкой
О преимуществе такого соединения и вариациях режущих головок можно прочитать в статье

— подача СОЖ, направленная на режущую кромку, обеспечивает ряд преимуществ, среди которых охлаждение режущей пластины, улучшенный отвод стружки и соответственно повышение стойкости режущего инструмента,
— стандартные быстросменные державки представлены типоразмерами С4, С5 и С6,
— широкое разнообразие диаметров державок соответствует размерному ряду расточных резцов: Ø16, 20, 25, 32 и 40 мм,
— стандартные размеры стальных державок – 2,5D, 3D, 4D, твердосплавной – 5D (оснащена уникальным твердосплавным сердечником, снижающим вибрацию) (рис. 7),
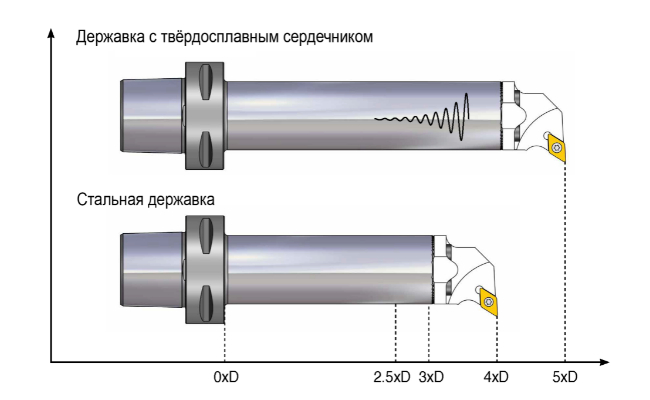
Рис. 7. Державки системы С-ADAPTER
— широкий выбор режущих головок (рис.8),
— на державки– кроме головок, предназначенных для расточки – можно устанавливать и головки для формирования поверхности отверстий, проходные и подрезные резцы, а также головки канавочного, резьбонарезного и отрезного типа (рис. 9).

Рис. 8. Сменные режущие головки HUSH-BORE. Рис. 9. Варианты сменных режущих головок
Специалисты компании TaeguTec Украина готовы проанализировать инструмент, используемый на вашем машиностроительном предприятии, а также сложности, возникающие при переналадке станка, и предложить решение, позволяющее уменьшить вспомогательное время.
Более подробную информацию об этих и других новинках можно получить у технологов компании ТАЕГУТЕК УКРАИНА, обратившись в главный офис компании, а также из ленты новостей сайта — taegutec.com.ua.
Для своевременного выполнения заказов и бесперебойного обеспечения производственников инструментом и оснасткой склад компании ТАЕГУТЕК УКРАИНА в г. Днепр всегда к вашим услугам:
+ 38-056-790-84-09
+ 38-068-445-76-86
td@taegutec.com.ua
www.taegutec.com.ua
![]()










