Для того чтобы быть конкурентоспособным в отрасли машиностроения, необходимо рационально использовать ресурсы производства. Это касается и операции сверления. Данная операция должна выполняться быстро и надежно, несмотря на очевидные недостатки и трудности этого процесса. Будь то черновая обработка полости в заготовке или изготовление точного отверстия для сопряжения деталей в механизме, эффективное сверление всегда рассматривается как серьезное конкурентное преимущество производителя.
 Компания TaeguTec является мировым лидером в производстве инструмента для обработки отверстий. В своем арсенале она имеет следующие серии инструмента (рис. 1):
Компания TaeguTec является мировым лидером в производстве инструмента для обработки отверстий. В своем арсенале она имеет следующие серии инструмента (рис. 1):
H-Drill — монолитные твердосплавные сверла;
M.Q.L.Drill — монолитные твердосплавные сверла для глубоких отверстий (до 20 диаметров) с системой использования минимального колличества СОЖ;
T-Drill — сверла с механическим креплением пластин (до 5 диаметров);
T-Cap — многофункциональный инструмент для сверления, растачивания и торцевого наружного точения;
T-Chamfer — комбинированные сверла для одновременного снятия фаски;
T-Deep — инструментальные системы для глубокого сверления;
TS (TB, TM)-Ream — три серии разверток.
Как известно, главными критериями при выборе сверла являются диаметр обрабатываемого отверстия и глубина сверления. И, конечно же, материал заготовки. Наиболее важным параметром, влияющим на выбор технологии обработки отверстий, является отношение глубины к диаметру (Lотв./D). В современной металлообработке принято считать отверстия неглубокими, если это отношение не превышает 5. Для обработки таких отверстий без каких либо ограничений могут быть применены все виды сверления с окончательной доработкой концевым и расточным инструментом. В то же время к «глубоким» однозначно относятся отверстия с отношением глубины к диаметру более 20. Здесь приходится использовать специализированное оборудование и инструмент для глубокого сверления и расточки, отличительной особенностью которых является наличие направляющих элементов для опоры режущей части инструмента о стенки самого обрабатываемого отверстия.
Наиболее целесообразным методом получения отверстий диаметром от 12,5 до 80 мм и глубиной до 4–5 диаметров является обработка сборными сверлами со сменными неперетачиваемыми пластинами серии T-Drill. Они обеспечивают наименьшие инструментальные затраты по сравнению со всеми другими системами.
Серия T-Drill — это высокопроизводительные сверла с механическим креплением квадратных пластин, которые имеют по 4 (!!!) эффективных режущих кромки. Типоразмер пластин T-Drill представлен в диапазоне от 5 мм до 14 мм, в зависимости от габаритов корпуса сверла. Различные твердые сплавы и виды стружколомающих геометрий дают возможность обрабатывать практически весь спектр материалов.
Стружколомы: — DG — универсальное применение при обработке сталей (рис. 2а); — DK — обработка чугуна (рис. 2б); — DA — полированная передняя поверхность пластины (рис. 2в) для обработки алюминия и цветных металлов.
Сплавы:
TT9030 — обработка всех типов материалов, оптимальное сопротивление механическому удару;
TT8020 — прочный сплав при обработке неустойчивых поверхностей или для пакетной обработки;
TT6030 — сплав для обработки чугунов;
TT7400 — сплав для периферийных пластин при обработке углеродистой и легированной сталей;
K10 — твердый сплав для обработки алюминиевых материалов.
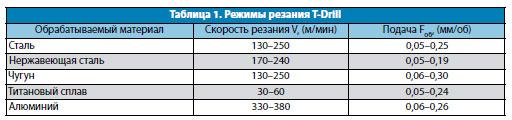
Сверла серии T-Drill являются высокопроизводительными и работают на высоких скоростях резания (табл. 1).
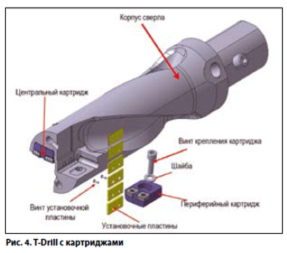
Для экономичного сверления отверстий больших диаметров (более 50 мм), компания TaeguTec рекомендует использовать сверла серии T-Drill с двумя картриджами (рис. 4).В комплект одного сверла входят центральный (неподвижный) картридж, который перекрывает центр сверла, и периферийный картридж с возможностью регулирования диаметра сверления за счет комплекта установочных пластин. Эти пластины помещаются между корпусом сверла и периферийным картриджем. Таким образом, имея один корпус сверла, например, TDR 2567-73-50T2-11CA, мы можем выполнять обработку отверстий от диаметра 67 мм до 80 мм включительно.
Для более стабильного сверления TaeguTec предлагает периферийные картриджи фиксированного размера без установочных пластин или сверла с монолитным корпусом без картриджей.
При обработке отверстий большое значение имеет жесткость сверла. Наиболее важным параметром, влияющим на жесткость, является отношение глубины к диаметру сверления (L
отв /D). Но даже при обработке сверлами TaeguTec серии T-Drill на глубину 5 диаметров обеспечивается жесткость, большая, чем при работе подобным инструментом других производителей. Этот результат достигается благодаря размещению пластины под определенным углом (угол «атаки») на корпусе сверла, что способствует образованию минимальных вибраций в процессе сверления.

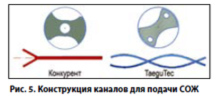
На все корпуса сверл серии T-Drill нанесено износостойкое покрытие NickoTec, которое предотвращает налипание стружки. В процессе сверления срезаемый металл (стружка) постоянно контактирует с корпусом сверла и способствует его быстрому износу. Поэтому дополнительным преимуществом корпуса T-Drill является специальная закаленная область в зоне контакта стружки и корпуса (рис. 3).Отдельного внимания заслуживает конструкция каналов для подачи СОЖ (рис. 5). При изготовлении сверл T-Drill компания TaeguTec использует уникальную технологию получения винтовых каналов для СОЖ в корпусах. Благодаря расположению каналов для СОЖ в перьях сверла, вблизи периферии корпуса удается уменьшить толщину сердцевины и, соответственно, увеличить пропускную способность стружечных канавок. Эта конструкция дает результаты не только в виде лучшего стружкоудаления и увеличенного ресурса сверла, но и значительно снижает нагрузки на оборудование в процессе резания.
Чтобы устранить необходимость использования дорогостоящих сверл специального диаметра, TaeguTec предлагает использовать патроны с регулируемым диаметром сверления серии FITBORE для сверл с механическим креплением пластин. Диапазон регулировки диаметра составляет от –0,30 до 1,30 мм. Допуск на диаметр отверстия в пределах ±0,02 мм.
Также следует отметить, что по техническому заданию заказчика TaeguTec может изготовить любые ступенчатые и комбинированные сверла различных конструкций. К ним относятся сверла с неперетачиваемыми пластинами и цельнотвердосплавные сверла. Целесообразность использования более дорогого, но производительного комбинированного инструмента определяется экономическим расчетом, который может быть выполнен специалистами компании «ТАЕГУТЕК УКРАИНА». Если же задача состоит в самостоятельном изготовлении осевого инструмента, TaeguTec предлагает специальные твердосплавные заготовки, в том числе с каналами для подачи СОЖ. Имея собственные рудники по добыче вольфрама, широкую номенклатуру сплавов и современную технологию спекания Sinter-HIP, TaeguTec может решить любою задачу в области обработки отверстий.
Технический персонал компании «ТАЕГУТЕК УКРАИНА» избавит Вас от необходимости разбираться в больших каталогах для подбора инструмента и режимов резания. Специалисты компании помогут Вам оптимизировать уже существующий технологический процесс или создать новый, внедряя новые технологии в области обработки металлов резанием, увеличивая производительность и уменьшая при этом себестоимость продукции.