 Токарная обработка изделий из стали, твердость которой выше 45 HRc, возможна инструментом, изготовленным из супертвердых инструментальных сплавов (70 HRc и выше). Но даже современные технологии производства инструмента методом спекания из мелкодисперсных порошков и легирующих упрочняющих добавок, с последующим нанесением современных износостойких покрытий, не позволяют достигать достаточно высоких режимов резания с сохранением заданного качества. Это приводит к повышенным трудозатратам и, соответственно, низкой эффективности процесса механической обработки изделий из сталей, обладающих повышенной твердостью.
Токарная обработка изделий из стали, твердость которой выше 45 HRc, возможна инструментом, изготовленным из супертвердых инструментальных сплавов (70 HRc и выше). Но даже современные технологии производства инструмента методом спекания из мелкодисперсных порошков и легирующих упрочняющих добавок, с последующим нанесением современных износостойких покрытий, не позволяют достигать достаточно высоких режимов резания с сохранением заданного качества. Это приводит к повышенным трудозатратам и, соответственно, низкой эффективности процесса механической обработки изделий из сталей, обладающих повышенной твердостью.
Обычно теоретические и практические основы процесса резания закаленных металлов и сплавов предусматривают применение производственниками трех основных инструментальных решений задач, связанных с изготовлением деталей методом точения:
1. Использование твердосплавных токарных сменных многогранных пластин с различной геометрией режущей кромки, форма которой зависит от вида обработки. В результате, как правило, имеем хорошую стойкость и невысокую стоимость инструмента, а также возможность обработки сталей с твердостью до 55 HRc, применяя СОЖ. Недостаток этого решения — относительно невысокая скорость процесса — до 80 м/мин за счет неконтролируемых тепловых явлений в зоне резания при незначительном превышении рекомендованных производителем инструмента режимов обработки.
2. Применение керамических токарных сменных пластин позволяет достигать повышенной износостойкости инструмента при обработке изделий из стали с твердостью до 60 HRc. Средняя скорость резания для такого инструмента — до 140 м/мин. Предпочтительна работа без СОЖ, что сокращает прямые производственные затраты. Недостаток — недопустима ударная нагрузка на инструмент, приводящая к сколу режущей кромки из-за невысокой пластической прочности инструментальной керамики.

3. Точение сменными токарными пластинами с вставками из CBN, что требует применения дорогостоящего оборудования с жесткой технологической системой СПИД и обладающего высокими кинематическими характеристиками. Но, в то же время, такое точение позволяет достигать чрезвычайной производительности за счет высочайшей скорости процесса — до 220 м/мин, не влияющей критически на износостойкость инструмента. Можно вести обработку заготовок из сталей с твердостью до 80 HRc. Практический недостаток — высокая стоимость инструмента, допустима обработка только изделий с невысокими припусками. Преимущества: непревзойденно высокая скорость резания и превосходное качество обработанной поверхности, что в совокупности приводит к значительному сокращению затрат на механическую обработку и снижению себестоимости изделия, несмотря на высокую стоимость инструмента.
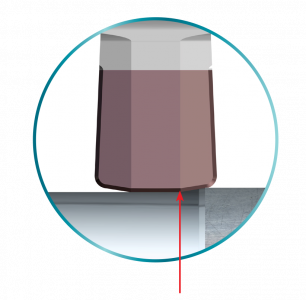
Рис. 1. Оптимизированная режущая кромка для точения на высоких подачах
Применение же инструмента (сменных пластин) с технологией Wiper на виброустойчивом оборудовании с высокими динамическими характеристиками вообще позволяет обойтись без финишного шлифования. Это экономически оправдывает высокие режимы, близкие к максимально допустимым на данном конкретном станке.
В то же время, очевидно, что эффективность процесса резания зависит не только от материала инструмента и режимов, но и от правильности выбора его геометрической формы. Оптимальность трудозатрат зависит не только от машинного времени и величины снимаемого припуска, но и от вспомогательных операций, например, от скорости и количества холостых перемещений, а также от периодичности замены износившейся кромки и наладки.
Специалисты компании TaeguTec разработали пластину линейки T‑Clamp со вставкой CBN, имеющей такую уникальную форму резца и геометрию режущей кромки, которые позволяют обрабатывать каленую деталь в двух направлениях, сокращая время холостых перемещений. Кроме того, мы теперь можем получать идеальное качество поверхности благодаря изгибу кромки, соответствующему технологии Wiper (рис. 1, 2).
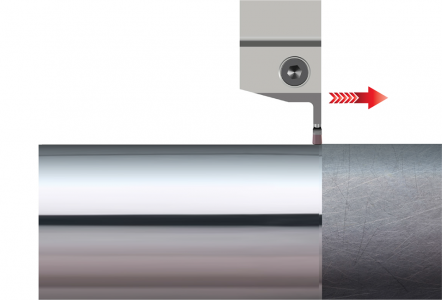
Рис. 2. Высокопроизводительная обработка с высоким качеством обработанной поверхности
С максимальной подачей от 0,8 до 1,2 мм новая линейка выводит на более высокий уровень обработку целой серии деталей из стали высокой твердости, предназначенных для узлов и механизмов автомобилей и тракторов, таких как валы, шестерни, коробки передач и др. Кроме этого, инструмент ТeaguTec теперь обеспечивает, как минимум, более чем вдвое высокую производительность обработки по сравнению с обычными Wiper-пластинами с вставками из CBN от любого другого производителя.
Итак:
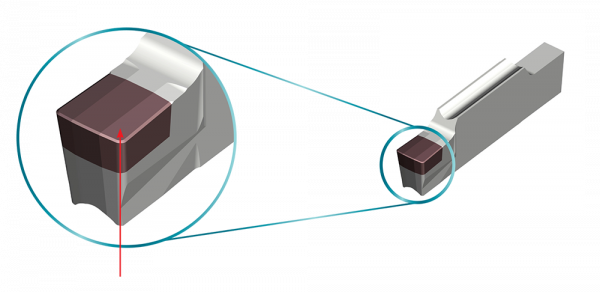
Рис. 3. Наклонный стружколом
__________________________________________
Рекомендуемые по теме материалы:
__________________________________________
Любую интересующую информацию об инструментальных решениях TaeguTec можно получить, обратившись в офис компании «ТАЕГУТЕК УКРАИНА», или оставив заявку mailto:td@taegutec.com.ua.
Всегда к Вашим услугам:










