

Основной задачей руководителя производственного предприятия или участка, связанного с механической обработкой, является снижение себестоимости изделия при сохранении заданного качества. Достаточно популярным методом снижения себестоимости производственного процесса является уменьшение затрат на металлорежущий инструмент.
Одним из затратных, сложных и, в то же время, интересных процессов в металлообработке является операция сверления, к которой предъявляются повышенные требования для достижения лучших результатов по качеству производимых изделий и с целью экономии в целом.

Рисунок 1
Используя многолетний опыт и знания технологии обработки отверстий, компания TaeguTec разработала экономически выгодную серию сверл TOPDRILL (рис. 1) для высокопроизводительного сверления самых разнообразных отверстий. Инструмент представляет собой сверло с механическим креплением твердосплавных пластин.
Корпус сверла серии TOPDRILL имеет ряд преимуществ по сравнению с любым аналогом. Например, внутренняя подача СОЖ с помощью разнесенных от оси инструмента спиральных каналов, благодаря чему увеличены размеры канавок для отвода стружки. На корпус сверла устанавливаются две пластины: центральная, которая перекрывает ось вращения инструмента, и периферийная, формирующая необходимый диаметр отверстия.
Основной особенностью серии является применение абсолютно одинаковых пластин, устанавливаемых на корпус, в отличие от похожих решений других производителей, устанавливающих пластины двух и более типов на одном корпусе.
Режущая часть сверла полностью покрыта обновленным износостойким покрытием, которое значительно увеличивает срок службы корпуса инструмента.
Сменная режущая пластина (рис. 2) представляет собой квадрат с четырьмя режущими кромками. Каждая режущая кромка имеет уникальную геометрию, которая позволяет достичь наилучшего формирования стружки и снижения силы резания в процессе сверления по сравнению с инструментами конкурентов и даже с существующей серией сверл TaeguTec T-DRILL.

Рисунок 2
На все пластины нанесено обновленное покрытие по технологии GOLDRUSH, способствующее еще более простому отводу стружки и увеличивающее срок службы пластин на 25–30%. Очевидно, что в процессе сверления периферийная пластина работает на повышенной скорости резания, по сравнению с центральной, и по этой причине быстрее изнашивается.
Чтобы избежать разницы в показателях стойкости и уравнять жизненный цикл периферийной и центральной пластин, рекомендуется всегда применять периферийную пластину с более износостойким покрытием ТТ9300. Этот сплав легко отличим благодаря комбинированному цвету: передняя поверхность пластины золотистого цвета, а задняя — черного (см. рис. 2).
С помощью инструмента TOPDRILL возможна обработка отверстий диаметром от 14мм до 50мм с градацией 0,5мм (после Ø31 — по 1мм). По вылету режущей части различают несколько типоразмеров сверл: длиной 2, 3, 4 и 5 диаметров. С помощью сверл TOPDRILL можно обрабатывать все виды материалов.
Стружколомающая форма (рис. 3) является ключевым фактором для большинства режущих инструментов, улучшая дробление и отвод стружки, снижая при этом усилия резания. Что в итоге предоставляет возможность технологам увеличивать производительность за счет повышения режимов резания.
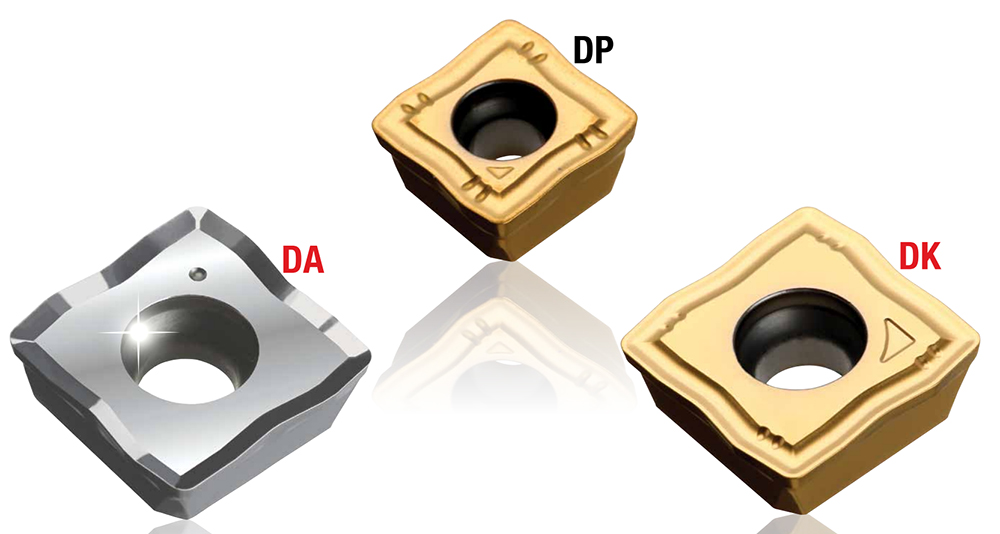
Рисунок 3
Геометрия DP пластин серии TOPDRILL была разработана для общих операций обработки отверстий в стальных заготовках, в то время как геометрия DK, которая выпускается в сплаве TT6080, способствует повышенной износостойкости при обработке всех видов чугунов. Оба варианта позволяют сократить производственные расходы, замедляя процесс износа инструмента, что улучшает его эффективность.
Основной особенностью геометрии DA является специальная шлифованная передняя поверхность и наличие острых кромок. Это позволяет минимизировать усилия резания и избежать налипания материала на кромках во время сверления заготовок из алюминия и других цветных металлов. Такое решение приводит к прямой экономии предприятий на закупках режущего инструмента за счет пониженного показателя сколов и трещин на режущих кромках. 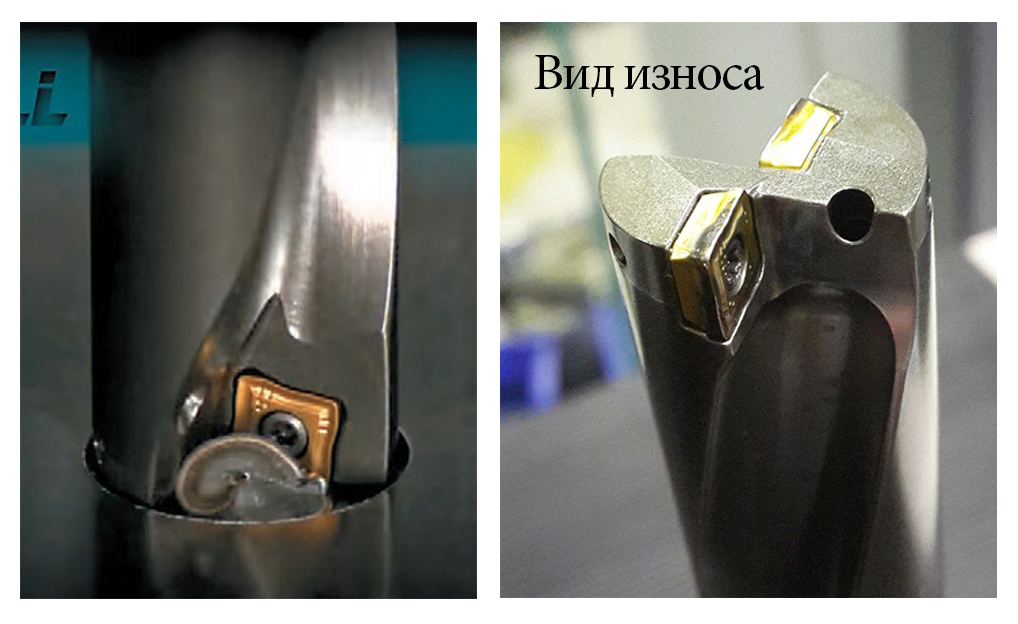 Во время проведения нескольких испытаний при сверлении алюминиевых заготовок на украинских производственных участках пластины с геометрией DA в 100% случаев формировали сегментную стружку, которая быстро и эффективно выводилась из зоны резания через каналы увеличенного размера. А во время тестов при обработке заготовок из ковкого чугуна сверла с DK-стружколомом, как новейшее предложение популярной серии TOPDRILL, продемонстрировали увеличение стойкости на 88% по сравнению с предыдущей серией.
Во время проведения нескольких испытаний при сверлении алюминиевых заготовок на украинских производственных участках пластины с геометрией DA в 100% случаев формировали сегментную стружку, которая быстро и эффективно выводилась из зоны резания через каналы увеличенного размера. А во время тестов при обработке заготовок из ковкого чугуна сверла с DK-стружколомом, как новейшее предложение популярной серии TOPDRILL, продемонстрировали увеличение стойкости на 88% по сравнению с предыдущей серией.
Одной из часто обсуждаемых специалистами тем является вопрос о гарантированной стойкости инструмента. Опытным путем установлено, что ресурс одной режущей кромки пластины серии TOPDRILL составляет 12–15 метров при обработке стали.
Вышеперечисленные преимущества позволили внедрить большое количество сверл серии TOPDRILL на отечественных производственных площадках. Одним из таких интересных случаев является сверление 8 отверстий в технологически сложном изделии на днепровском предприятии (табл. 1).
Таблица 1.
|
Обрабатываемый материал
|
Сталь 40Х
|
|
Твердость
|
HB 180
|
|
Сверло
|
TOP 4218-25T2-07
|
|
Пластина
|
SOMT 070306 DP TT9080
|
|
Скорость резания/обороты
|
140 м/мин / 2045 об./мин
|
|
Подача
|
0,08 мм/об. / 165 мм/мин
|
|
Глубина сверления
|
60 мм
|
|
Стойкость
|
15,4 м (256 отв.)
|
Более подробную информацию об этой и других новинках можно получить, обратившись в главный офис компании «ТАЕГУТЕК УКРАИНА» и к ленте новостей официального сайта украинского представительства — www.taegutec.com.ua. Как и ранее, все наши предложения курируют и сопровождают высококвалифицированные технологи компании, а штат логистов обеспечивает своевременность выполнения заказов.
Для бесперебойного обеспечения клиентов инструментом и оснасткой функционирует оперативный склад в г. Днепр, а также налажены поставки инструмента из Южной Кореи — дважды в неделю.











