
Cпециалисты ТАЕГУТЕК УКРАИНА рекомендуют »»

Для многих украинских металлообрабатывающих предприятий автоматизация технологического процесса стала неотъемлемой частью эффективного производства. По мнению специалистов компании ТАЕГУТЕК УКРАИНА, уникальным инструментом для решения САD/САМ-задач является программное обеспечение ESPRIT (разработчик — DP Technology, США).
ПО ESPRIT – одна из наиболее гибких и комплексных систем, которая позволяет решать широкий круг задач программирования механической обработки на станках с ЧПУ. Благодаря совместимости с оборудованием разного класса, гибкости интерфейса и обширной базе данных, система ESPRIT предлагает стратегии для различных отраслей промышленности в части проектирования деталей любой степени сложности и подготовки технической документации.
В 2016 году DP Technology представляют улучшенную версию своего продукта, которая обновилась мощными стратегиями автоматизации механической обработки, позволяющими не только повысить стойкость металлорежущего инструмента, но и вывести производительность на новый уровень.
 Фрезерная обработка
Фрезерная обработка
Стратегия ProfitMilling для высокоскоростного фрезерования обновилась возможностью управления шириной резания, что, в свою очередь, помогает использовать трохоидальную обработку для карманов любой формы и размера. Величина ширины обработки по трохоиде пропорциональна площади фрезерования и задается пользователем (рис. 1).
↑ Рис 1. Зависимость заданной ширины и площади обработки
Для случаев обработки на пониженных скоростях предусмотрен контроль стабильности нагрузки на инструмент при движении со смещением. Новая опция разработана для обработки карманов, черновой обработки «Z-уровня» и циклов «Cвободная Форма».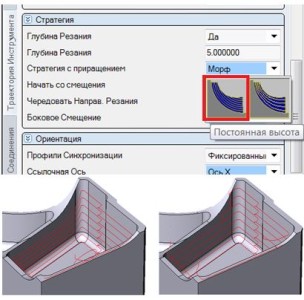
В 5-ти осевой черновой и чистовой обработке предусмотрены новые возможности:
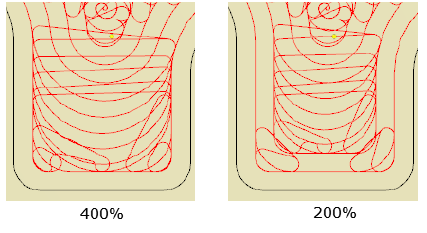
1. Контроль глубины врезания при обработке деталей сложной геометрии с переменной высотой (рис. 2):
» дополнение цикла «Боковая Обработка» опцией «постоянная высота» (обеспечение постоянной глубины резания для всех проходов и исключение вертикального перемещения инструмента);
» расширение стратегии «Обработка Боковой Стороной» опцией постоянной или адаптивной глубины резания (контроль нежелательного врезания).
Рис 2. Контроль глубины врезания при боковой обработке →
2. Обновление Стратегии 5-ти осевой спиральной обработки (ранее – «Обработка Лопатки») с циклами «5-ти Осевая Черновая Спиральная Обработка» (ранее — «Черновая Лопатка») и «5-ти осевая Чистовая Спиральная обработка» (ранее «Чистовая Лопатка»):
» расширен перечень обрабатываемых деталей более сложными формами — от медицинских протезов до деталей двигателей;
» добавлена опция для исправления и сглаживания дефектов на поверхностях и торцах деталей;
» добавлена возможность увеличения подачи на кромках;
» упрощена процедура указания параметров траектории.
«Подсказка» программисту
Черновая токарная обработка
В качестве идеального решения для программирования операций чернового точения и обработки канавок специалисты ТАЕГУТЕК УКРАИНА рекомендуют новую стратегию ESPRIT ProfitTurning.
← Рис 3. Новые опции стратегии чернового точения
Данная опция высокоскоростной обработки основана на комбинации двух видов траектории инструмента — трохоидальной и линейной. Постоянные круговые движения (трохоидальная траектория) являются наиболее эффективными при обработке углов, а линейное перемещение в виде дуг обеспечивает мягкость ввода-вывода инструмента вдоль прямолинейных поверхностей заготовки. При этом стратегия ProfitTurning заменяет движение инструмента под острым углом мягким скругленным переходом, значительно увеличивая подачу и сокращая время обработки.
Дополнительно к описанным выше возможностям ProfitTurning стоит добавить контроль стабильной нагрузки на режущий инструмент и увеличение его стойкости, что по достоинству оценят производители изделий из твердых материалов.
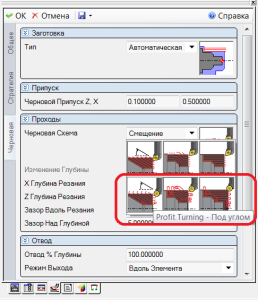
В обновленной версии ПО ESPRIT традиционные стратегии чернового точения ProfitTurning расширились тремя новыми опциями (рис. 3, 4):
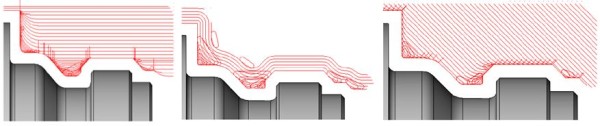 Рис. 4. Траектории обработки: параллельно оси, со смещением и под углом
Рис. 4. Траектории обработки: параллельно оси, со смещением и под углом
» обработка параллельно оси (мягкая обработка в углах),
» обработка со смещением (при этом тип инструмента должен соответствовать направлению и усилиям резания),
» точение под углом.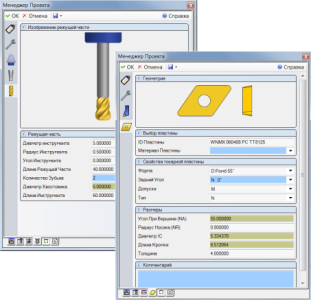
Стоит обратить внимание на наличие геометрических ограничений режущих пластин: стратегия предусматривает возможность двусторонней обработки инструментом только с круглыми съемными пластинами (полный радиус для канавочного резца, круглая пластина для токарного резца и фасонный резец пользователя любой геометрии).
Рис 5. Страницы описания инструмента в меню “Менеджер Проекта” →
Дополнительные возможности в части «Режущий инструмент»
» улучшен формат страниц описания инструмента в соответствии со страницами технологических операций (рис. 5);
» предусмотрена поддержка приложения MachiningCloud для легкого импорта перечня инструмента любого типа;
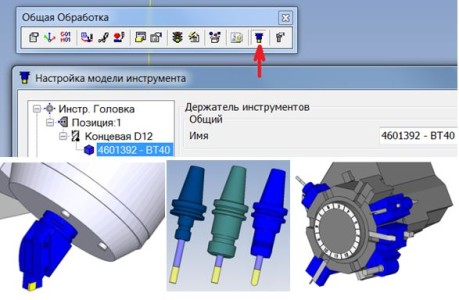
» добавлена возможность настройки модели инструмента для реалистичности и точности программирования обработки благодаря применению 3D-моделей адаптеров (рис. 6);
↑ Рис 6. Настройка и примеры моделей адаптеров для фрезерной и токарной обработки
» предусмотрена 3D-компенсация инструмента для 5-ти осевых операций с возможностью изменения радиуса фрезы без редактирования УП.
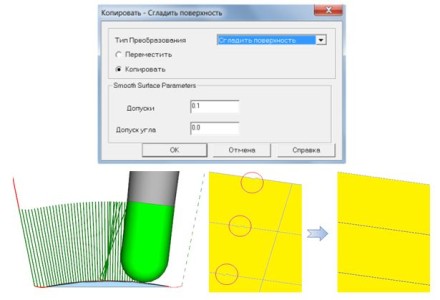
Рис. 7. Сглаживание дефектов →
Чем еще удивит пользователя версия ESPRIT-2016 ?
» расширены возможности постпроцессирования — экспорт управляющей программы можно осуществлять отдельно для каждой операции или типа инструмента с помощью команд Begin Redirect (FileName as string) — экспорт УП в указанный пользователем файл; и End Redirect — возврат экспорта УП в исходный файл окна настройки «Вывод УП»;
» добавлена опция исправления незначительных дефектов в твердом теле;
» добавлена возможность сглаживания поверхности (рис. 7);
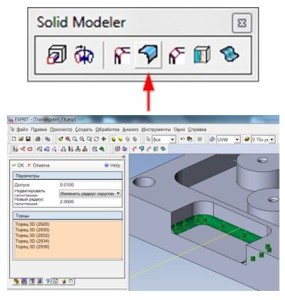
» появилась возможность редактирования скругления 3D-модели (удаление или редактирование значения величины скругления) (рис. 8);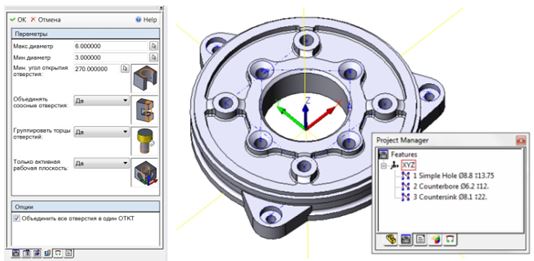
» упрощен механизм распознавания отверстий, расширен перечень сложных отверстий (рис. 9).
↑ Рис. 8. “Редактировать Скругление” на панели “3D—Моделирование”
Рис 9. Больше возможностей в “Автоматическом распознавании отверстий”→
Дополнительную информацию по продукту ESPRIT и его возможностям в повышении производительности обработки можно получить, обратившись к специалистам компании ТАЕГУТЕК УКРАИНА










