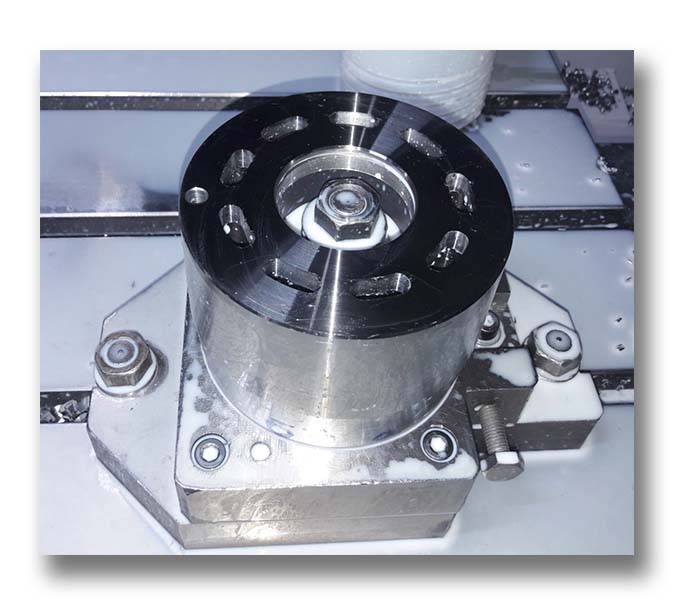
Деталь “Цилиндр”
На предприятии для обработки пазов применялись концевые твердосплавные фрезы со стандартной геометрией. Такое решение не позволяло выполнять план производства. После изучения детали и условий обработки была предложена новая технология с применением концевой фрезы Morse c прогрессивной геометрией VIBRAFREE.
В результате, в 3 раза была увеличена производительность и в 1,5 раза – повышена стойкость инструмента!
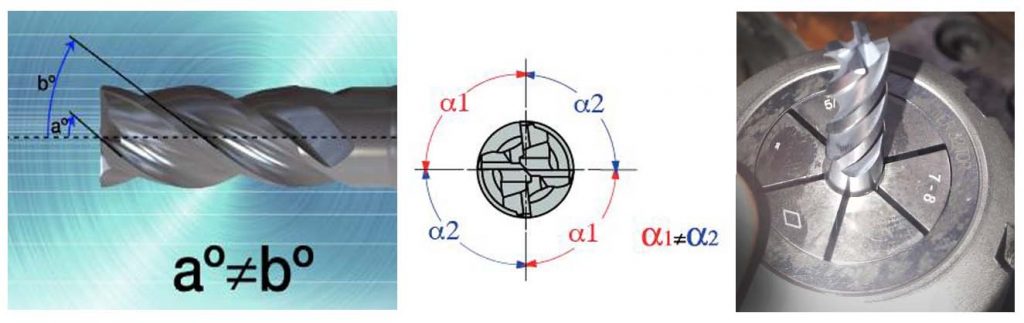
Особенности геометрии VIBRAFREE
Таблица 1. Новая технология обработки с инструментом MORSE
| Morse | Стандартный инструмент | |
| Материал | Легированная сталь. HRC 30…33 | |
| Операция | Фрезерование пазов | |
| Фреза | MRC-H4M 08-16C08VF-E63 MC98 (D8Z4) | D8Z3 |
| Скорость резания | 60 м/мин / 2450 об/мин | 60 м/мин / 2450 об/мин |
| Подача на зуб | 0.035 мм/зуб / 340 мм/мин | 0.07 мм/зуб / 31 мм/мин |
| Глубина резания | 10 мм | 5 мм |
| Ширина резания | 1-8 мм | |
| Производительность | 9 пазов = 1 мин | 9 пазов = 3 мин |
| Стойкость | 65 деталей | 43 детали |
| Вибрация | отсутствует | умеренная |
—
Любую интересующую информацию об инструментальных решениях TaeguTec можно получить, обратившись в главный офис компании «ТАЕГУТЕК УКРАИНА».
Всегда к Вашим услугам:










